Fabrication de tuyaux
Tout ce qu’il faut savoir sur la fabrication de nos tuyaux
Pesée des matières premières pour le Manchon en caoutchouc
Les différents mélanges utilisés pour le revêtement intérieur d’un tuyau sont composés d’environ 25 matières premières différentes. Il se compose en grande partie de caoutchouc, de charges et de petits agrégats de produits chimiques et d’accélérateurs. Le caoutchouc synthétique est coloré en noir par la suie.
Nous distinguons 6 qualités de base différentes pour le revêtement intérieur :
1. caoutchouc SBR
2. caoutchouc EPDM
3. caoutchouc néoprène (également appelé caoutchouc CR) pour la résistance à l’huile et à l’essence, ainsi qu’à une forte abrasion
4. caoutchouc NBR pour la résistance aux huiles, à l’essence et la conductivité
5. NBR/PVC
6. chlorobutyle
Ces mélanges sont pesés selon des recettes prédéfinies, développées chez PARSCH. En raison de l’évolution constante des exigences (p. ex. taux d’ozone élevés ou contraintes mécaniques plus importantes), nous affinons constamment les recettes.
Afin que l’opérateur puisse préparer la bonne recette, le type et le poids de la matière première lui sont indiqués sur un écran via un PC. Chaque récipient de matière première est étiqueté. L’indication du récipient dans lequel un produit chimique doit être prélevé est signalée par l’allumage d’une diode lumineuse rouge. Lors de la pesée des matières premières, lorsque le poids de consigne est atteint, deux touches d’acquittement doivent être actionnées des deux mains par l’opérateur avant que la matière première suivante ne s’affiche à l’écran.
Une fois la recette pesée, les récipients contenant les différentes matières premières et une fiche de produit sont amenés au pétrin au moyen d’un élévateur et d’une bande transporteuse.
Pétrin
Le pétrin (une machine de mélange) a pour fonction de mélanger les matières premières qui arrivent ici après avoir été pesées. Sous la plate-forme du pétrin, un laminoir assure l’homogénéisation des mélanges pétris.
Un PC indique sur un écran l’ordre dans lequel les matières premières doivent être introduites dans le pétrin. L’introduction des matières premières se fait en 2 à 4 étapes.
La trappe du pétrin s’ouvre automatiquement à chaque étape afin que les matières premières correspondantes puissent être introduites. Dans le pétrin se trouvent 2 cylindres qui tournent l’un contre l’autre.
Ensuite, une trappe s’ouvre en bas et le mélange tombe sur le laminoir. Ici, deux cylindres refroidis à l’eau tournent l’un contre l’autre, refroidissent les mélanges finis et les laminent en une peau de mélange.
L’ouvrier découpe le mélange laminé sur les cylindres refroidis à l’eau pour en faire des mannequins (profilés GU) qu’il stocke sur des chariots de transport appropriés jusqu’à ce que le caoutchouc soit traité dans l’extrudeuse.
Extrusion du tuyau en caoutchouc
Le magasin situé au-dessus de l’extrudeuse est chargé de mannequins de mélange (profilés GU) par un opérateur. Ceux-ci sont ensuite tirés automatiquement dans l’extrudeuse par une barrière lumineuse.
Le caoutchouc est chauffé à environ 80 degrés C par une vis d’extrusion. Une pression est alors créée et le caoutchouc peut être pressé à travers un tamis strainer.
➝ Des pressions allant jusqu’à 400 bars sont alors générées.
La tête d’extrusion est composée d’une matrice et d’un mandrin en fer. L’épaisseur du tuyau est déterminée par la distance ou l’entrefer – mandrin/matrice.
En amont de la tête d’extrusion se trouve un tamis qui retient les impuretés (tamis Strainer).
De plus, il y a un tube fin à travers lequel de la poudre (talc) est soufflée à l’intérieur du tuyau en caoutchouc au moyen d’air. La poudre de talc empêche le caoutchouc de coller de l’intérieur.
Le caoutchouc est façonné en tube comme un chewing-gum. Un dispositif de mesure de la largeur à plat contrôle la précision dimensionnelle du tuyau extrudé. Après l’extrusion, celui-ci est introduit dans le canal de chauffage afin de faire réagir les produits chimiques et de vulcaniser le tuyau en caoutchouc.
Après le canal d’air chaud, une colle solide est appliquée sur le tuyau intérieur noir à l’aide d’une extrudeuse.
Le caoutchouc passe ensuite dans un bain d’eau pour refroidir à température ambiante.
Le tuyau passe ensuite dans une machine à poudrer et est enduit extérieurement d’un agent de séparation afin que les différentes couches de caoutchouc ne collent pas dans le conteneur de transport, lors du stockage intermédiaire.
L’agent de séparation est éliminé par fusion lors des étapes de fabrication suivantes afin d’obtenir des propriétés optimales du produit.
Fabrication du tissu
Le tissu tubulaire est composé de fibres de polyester, de nylon ou de polypropylène.
Il est fabriqué selon le procédé de tissage circulaire et se compose de fils de trame (transversaux) et de fils de chaîne (longitudinaux). Le fil de trame représente la charge de pression du tuyau. Le fil de chaîne le protège contre les dommages (abrasion) et doit être conçu de manière à répondre aux exigences.
Retordage
Sur les retordeuses (à chaîne et à trame), plusieurs fils individuels de 1100 dtex avec une résistance à la rupture de 70 N sont retordus ensemble pour former un fil.
(Par exemple : 5 x 70 N = 350 N/fil)
Sur la retordeuse à chaîne, les fils de chaîne sont retordus 2 à 5 fois, à partir des bobines de fil qui nous sont livrées, sur ce que l’on appelle les bobines de chaîne (petites bobines destinées à équiper les cantres de fil).
Sur la retordeuse de trame, les fils de trame qui résistent à la pression dans le tuyau sont retordus. (3 à 18 fois => 3-18 fils individuels)
Les fils de 1100 dtex sont composés d’environ 192 filaments fins.
Avantages du retors :
➝ meilleure résistance à l’abrasion
➝ meilleure résistance à la déchirure du fil unique
➝ moins de fils uniques dans le processus de tissage
De l’atelier de retordage, les bobines finies passent à l’atelier de tissage.
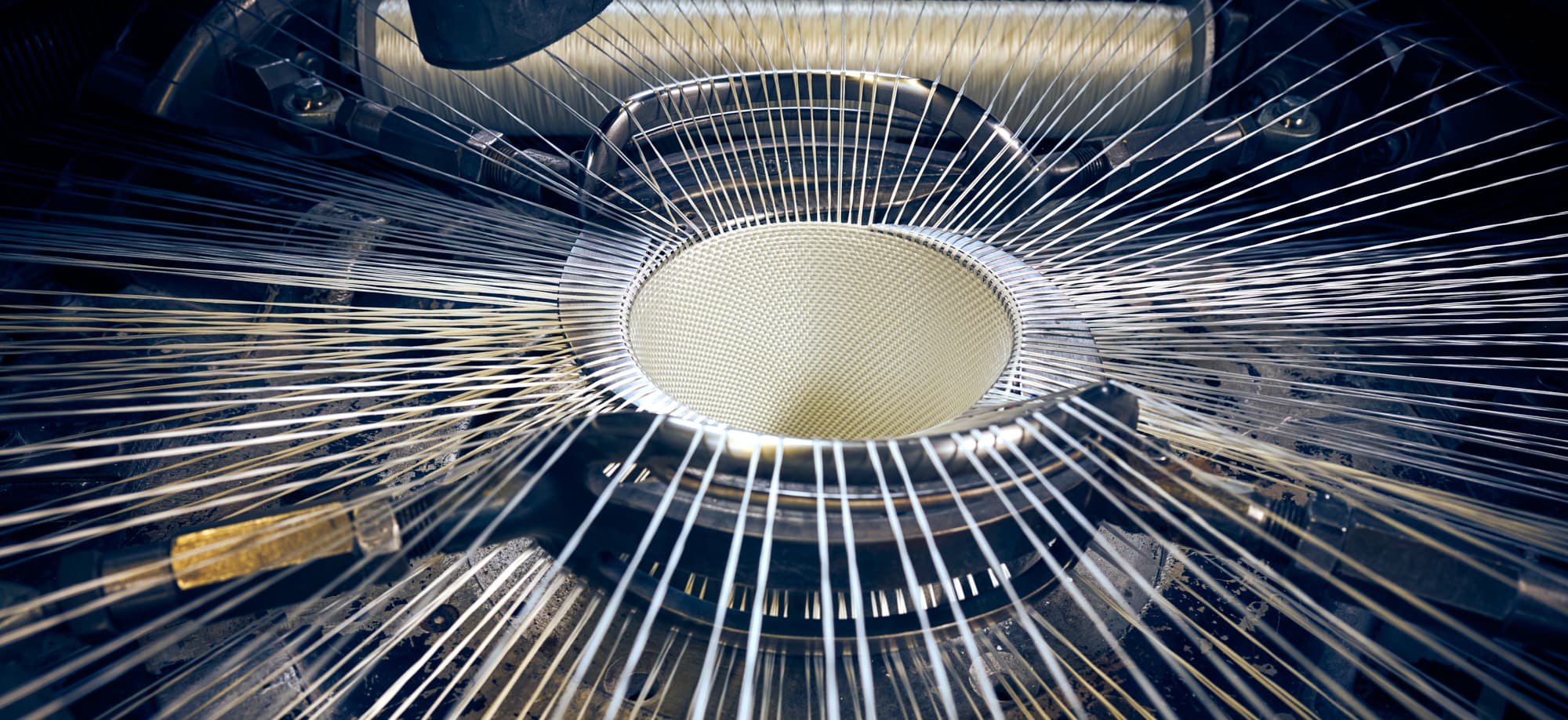
Tissage
Dans l’atelier de tissage, nous fabriquons le tissu tubulaire pour nos tuyaux selon le procédé de tissage circulaire.
Sur un râtelier à fils de chaîne se trouvent jusqu’à mille bobines de chaîne par machine, selon le diamètre à tisser. Le fil est amené directement au métier à tisser, sur la plateforme de tissage. Là, le fil torsadé est transmis à la forme de tissage par des freins de fil afin d’obtenir une tension de fil identique sur la tête de tissage.
Les bobines de trame, sur lesquelles le fil de trame a été retordu, tournent autour de la forme de tissage, le fil de trame étant tissé avec le fil de chaîne (fils se déplaçant dans le sens de la longueur) pour former le tissu.
Le caoutchouc intérieur est introduit dans le métier à tisser par le haut. Grâce au mouvement de la machine, l’élastique est tissé de manière lâche avec des fils de chaîne et de trame.
Vulcanisation
➝ Liaison entre le caoutchouc intérieur et le tuyau en tissu pour obtenir un tuyau fini (collage).
Lors de la vulcanisation en continu, les tuyaux sont d’abord gonflés d’air de l’intérieur afin que le caoutchouc intérieur soit pressé de l’intérieur contre le tissu.
Le tuyau est ensuite tiré à travers un canal de vulcanisation à air chaud. Ici, la colle est amenée à vulcaniser à une température élevée.
Le manchon et le tissu sont alors soudés durablement (vulcanisation) par une pression simultanée.
Ainsi, le tissu support de pression est étanchéifié de l’intérieur par le manchon. Le fluide, par exemple l’eau, qui est acheminé à travers le manchon, ne peut plus s’échapper. Le manchon peut ici être revêtu/teinté en plus à l’extérieur avec une couleur et/ou un revêtement. Le tissu peut être étanchéifié de l’extérieur au moyen d’une fusion supplémentaire de PU.
Avantage :
Grâce à une surface lisse et fermée, la protection contre l’abrasion est plus élevée et le nettoyage du tuyau est plus facile. De plus, le revêtement en PU empêche l’absorption d’eau par le tissu.
Ce processus permet également de fabriquer des tuyaux avec un revêtement extérieur en caoutchouc (procédé de coextrusion).
Le tuyau passe par un appareil de contrôle des trous avec affichage automatique.
Le tuyau est enroulé sans fin sur des tambours et passe ensuite par la table de mesure pour arriver dans les conteneurs de transport ou de stockage appropriés. Sur la table de mesure, le tuyau sans fin est coupé à des longueurs prédéfinies et est simultanément contrôlé quant aux défauts extérieurs. Parallèlement, le tuyau est souvent déjà étiqueté et enroulé conformément aux spécifications. Les longueurs de tuyaux – qui ne sont pas stockées – partent de la table de mesure de l’installation sans fin pour être reliées. Les tuyaux sont équipés de différents raccords, par exemple en métal léger, en laiton, en acier inoxydable, etc., qui correspondent aux différents systèmes et aux normes correspondantes.
Ensuite, les tuyaux confectionnés sont envoyés à l’expédition pour être emballés en vue de leur transport chez le client concerné. Les tuyaux sont ensuite expédiés par camion, conteneur, train, bateau ou avion.
Table de vulcanisation
Sur la table de vulcanisation, on fabrique des tuyaux caoutchoutés à l’intérieur et à l’extérieur ainsi que des tuyaux spéciaux comme les tuyaux de protection de câbles. Les tuyaux y sont vulcanisés à la vapeur d’eau. En outre, des tests de pression des tuyaux sont également effectués avec de l’eau sur la table de vulcanisation.
Laboratoire
Dans le laboratoire, les contrôles nécessaires sont effectués sur les tuyaux finis, les produits semi-finis tels que les mélanges de caoutchouc et les manchons ou sur les matières premières livrées (fil) selon les prescriptions de différentes normes (DIN 14811:2008-1 et autres prescriptions nationales et étrangères).
Comme PARSCH est certifiée selon la norme de qualité internationale DIN EN ISO 9001:2015, le client a la certitude que les contrôles nécessaires sont effectués et que les résultats obtenus sont évalués et consignés en conséquence.
entre autres :
➝ Les essais de pression : La pression d’éclatement du tuyau selon la norme DIN 14811:2008, 60 bar. La pression d’éclatement théorique d’un premier échantillon de tuyau doit être supérieure d’environ 10 % à la pression d’éclatement requise.
➝ Caoutchouc (rhéomètre) : Des échantillons de caoutchouc sont vulcanisés sur le rhéomètre et un tracé de courbe est enregistré. Il existe des gabarits d’échantillons avec lesquels les courbes peuvent être comparées à partir de la vulcanisation de l’échantillon. Il est ainsi possible de réagir immédiatement en cas de divergencen
➝ Test à la flamme : La température de la flamme est d’environ 800 degrés C. Celle-ci est maintenue par le bas sur le tuyau pendant 10 secondes, avec une pression d’eau de 5 bars, afin de vérifier si le tuyau résiste aux températures.
➝ Test d’abrasion : Selon la norme DIN 14811:2008-01, les tuyaux sont frottés à une vitesse de 80 à 600 tours. Selon la norme française, le frottement se fait dans le sens de la longueur et selon la norme britannique, en biais, à 45 degrés. Le test d’abrasion donne des informations sur la résistance à l’abrasion du tuyau.
Confection
Reliure des raccords
– Fil de fer
– Douilles
– Autres types de reliure
Sur les rouleaux refroidis à l’eau, l’ouvrier découpe le mélange laminé en pupilles (profilés GU) et les stocke sur des chariots de transport appropriés jusqu’à ce que le caoutchouc soit traité dans l’extrudeuse.